
Pengantar D2
D2 adalah baja mati kerja dingin.D2 memiliki karbon tinggi dan kromium tinggi.Ini adalah baja cetakan dingin, banyak digunakan di Cina, adalah baja Lystenitic, dengan karakteristik kemampuan pengerasan tinggi, pendinginan dan ketahanan aus yang tinggi;ketahanan oksidasi suhu tinggi yang baik, ketahanan karat yang baik setelah pendinginan dan pemolesan, dan deformasi perlakuan panas kecil.
Aplikasi:
Lingkup penggunaan: baja cetakan kerja dingin, gigi bergulir, templat manik baja gosok gigi menggosok, cetakan meninju, pisau pemotong bundar, cetakan tarik minyak dalam, permintaan ketahanan aus dari cetakan plastik tinggi.
Komposisi kimia
D2 Mirip dengan 1.2379
| % | C | Si | Mn | S | P | Cr | Mo | V |
| min | 1.45 | 0.1 | 0.2 | 11.0 | 0,70 | 0,70 | ||
| Maks | 1.60 | 0.6 | 0.6 | 0,030 | 0,030 | 13.0 | 1.00 | 1.00 |
Perawatan panas
Kekerasan untuk status pabrik HBS 255
Kekerasan setelah pendinginan HRC 58-62
Perlakuan panas: setelah pendinginan bola 1000 ~ 1050 derajat pendinginan minyak (HRC63), dan kemudian sesuai dengan temper kinerja yang diperlukan, temper suhu rendah 100 ~ 250 derajat, HRC61 ~ 63, cocok untuk kekerasan tinggi, bagian kerja ketangguhan tinggi
Atau suhu tinggi 500 ~ 550 temper 3 kali, HRC58 ~ 62, temper dalam kisaran 400 ~ 550 derajat, cetakan tidak akan mengurangi kekerasan, cocok untuk bagian kerja kekerasan tinggi yang digunakan di area suhu ini.
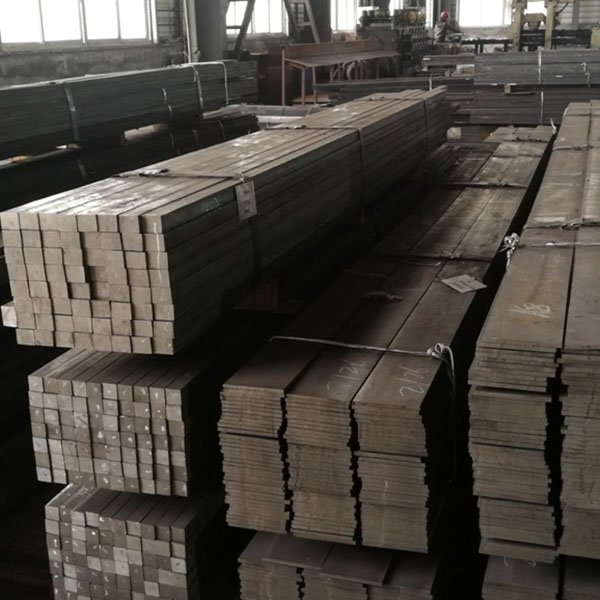
Produk: Batang datar
1. Bar datar kecil bergulir panas
ketebalan 1.6-40mm , lebar 16-200mm panjang 2000-4000mm (foto)
2. Bar datar besar bergulir panas
ketebalan 10-40mm, lebar 300-800mm panjang 1500-3000mm (foto)
3. Menempa bilah datar
ketebalan 40-200mm, lebar 300-1000mm panjang 3000-8000mm (foto)
Penggunaan dan perawatan mata gergaji
Ujung karbida dari mata gergaji sangat tajam, sehingga proses penggunaan harus mencegah ujung karbida.
Pembersihan berkala dan dukungan mesin, toleransi berjalan spindel harus kurang dari h7.
Flensa harus sejajar satu sama lain, harus dengan diameter yang sama 1/3 dari diameter mata gergaji (formuIti — mata gergaji rip adalah 1/2.
Saat memasang gergaji, harus 5-6 gigi lebih tinggi dari permukaan papan.
Sebelum operasi, periksa dengan kuat mata gergaji, pastikan tidak ada orang di depan mesin.Jangan memberi makan operasi, periksa apakah mesin baik untuk operasi.Periksa fungsi mesin secara berkala, lompatan sertifikat kurang dari ±0,02MM, dan tutupnya kurang dari ±0,01.
Setelah digunakan terus menerus, harus dilepas dan dibersihkan mata gergajinya, singkirkan resin dan serbuk gergaji dari kedua sisinya. Jika tidak, itu akan mempengaruhi efek penggunaan mata gergaji.
Deposit mata gergaji, tidak boleh melapisi mata gergaji, itu dimasukkan ke dalam paket asli di dalamnya.
Renovasi sawbIade
Renovasi mata gergaji karbida Saat tidak lagi diasah dan potongan horizontalnya kasar.Kekuatan menggunakan mesin gergaji jelas Meningkat.Saat memproses material, material tersebut tampak pecah.Ujung karbida knalpot lebih dari 0,02 MM.
Untuk merenovasi mata gergaji harus digerinda oleh perusahaan formal, jadi pastikan kualitas mata gergaji setelah direnovasi.