Pengantar H13
H13 adalah baja cetakan panas, dengan karakteristik kemampuan pengerasan tinggi dan tahan panas,, baja mengandung kandungan karbon dan vanadium yang tinggi, ketahanan aus yang baik, ketangguhan yang relatif lemah, dengan ketahanan panas yang baik, kekuatan dan kekerasan yang baik, ketangguhan ketahanan aus yang tinggi, sifat mekanik komprehensif yang sangat baik dan stabilitas temper yang tinggi.
Aplikasi:
Untuk pembuatan cetakan tempa dengan beban benturan besar, cetakan ekstrusi panas, cetakan tempa yang presisi;aluminium, tembaga dan die casting paduannya.
Komposisi kimia
H13kanMirip dengan 1.2344kan
| % | C | M N | Si | S | P | Cr | V | Mo |
| MIN | 0.32 | 0,20 | 0,80 | 4.75 | 0,80 | 1.10 | ||
| MAKSIMAL | 0,45 | 0,50 | 1.20 | 0,030 | 0,030 | 5.50 | 1.20 | 1.75 |
Perawatan panas
Kekerasan untuk status pabrikkanHBS≤235
Kekerasan setelah pendinginankan51-52HRC
Proses perlakuan panas:
Pendinginan: 790 derajat ± 15 ° pemanasan awal
Panas pada 1000 derajat (bak garam) atau 1010 derajat (atmosfir yang dikendalikan tungku) ± 6 derajat
Pelestarian panas selama 5 ~ 15 menit dan pendinginan udara
Tempering: 550 ° ± 6 derajat tempering anil, pemrosesan panas;
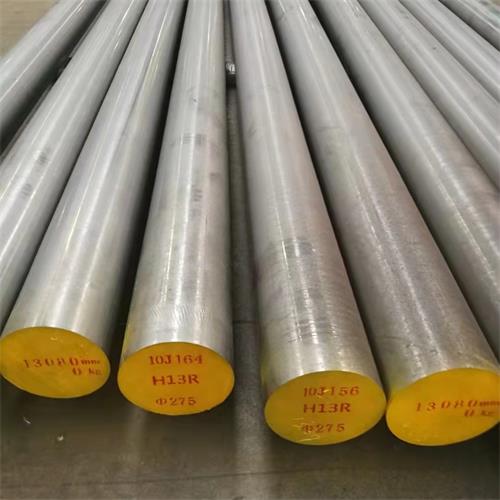
produk
bulat batang, diameter20 -500mm panjang 3000-8000mm (foto)
Penggunaan dan perawatan mata gergaji
Ujung karbida dari mata gergaji sangat tajam, sehingga proses penggunaan harus mencegah ujung karbida.
Pembersihan berkala dan dukungan mesin, toleransi berjalan spindel harus kurang dari h7.
Flensa harus sejajar satu sama lain, harus dengan diameter yang sama 1/3 dari diameter mata gergaji (formuIti — mata gergaji rip adalah 1/2.
Saat memasang gergaji, harus 5-6 gigi lebih tinggi dari permukaan papan.
Sebelum operasi, periksa dengan kuat mata gergaji, pastikan tidak ada orang di depan mesin.Jangan memberi makan operasi, periksa apakah mesin baik untuk operasi.Periksa fungsi mesin secara berkala, lompatan sertifikat kurang dari ±0,02MM, dan tutupnya kurang dari ±0,01.
Setelah digunakan terus menerus, harus dilepas dan dibersihkan mata gergajinya, singkirkan resin dan serbuk gergaji dari kedua sisinya. Jika tidak, itu akan mempengaruhi efek penggunaan mata gergaji.
Deposit mata gergaji, tidak boleh melapisi mata gergaji, itu dimasukkan ke dalam paket asli di dalamnya.
Renovasi sawbIade
Renovasi mata gergaji karbida Saat tidak lagi diasah dan potongan horizontalnya kasar.Kekuatan menggunakan mesin gergaji jelas Meningkat.Saat memproses material, material tersebut tampak pecah.Ujung karbida knalpot lebih dari 0,02 MM.
Untuk merenovasi mata gergaji harus digerinda oleh perusahaan formal, jadi pastikan kualitas mata gergaji setelah direnovasi.
