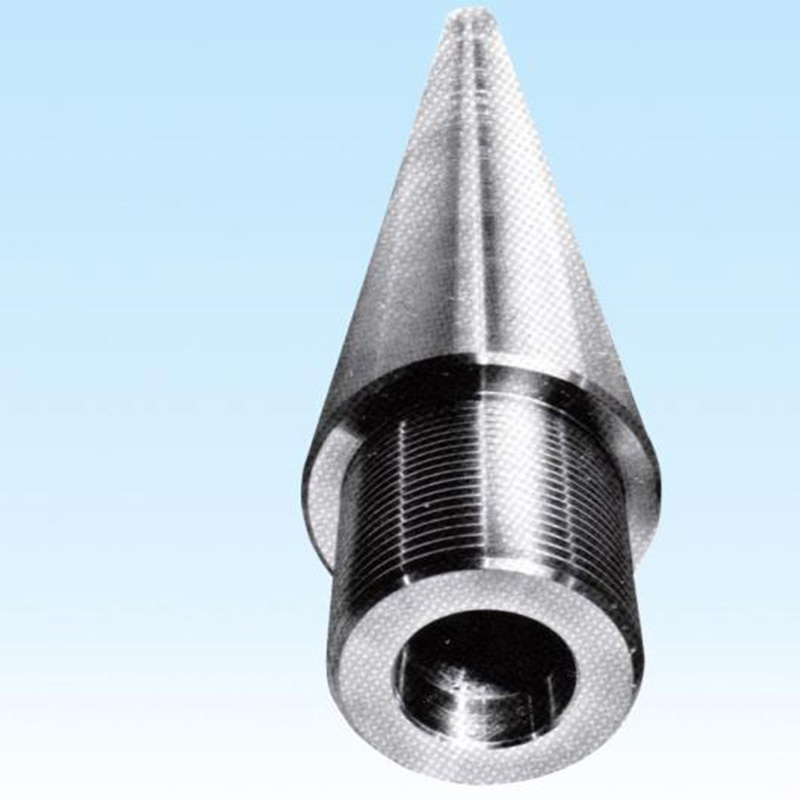
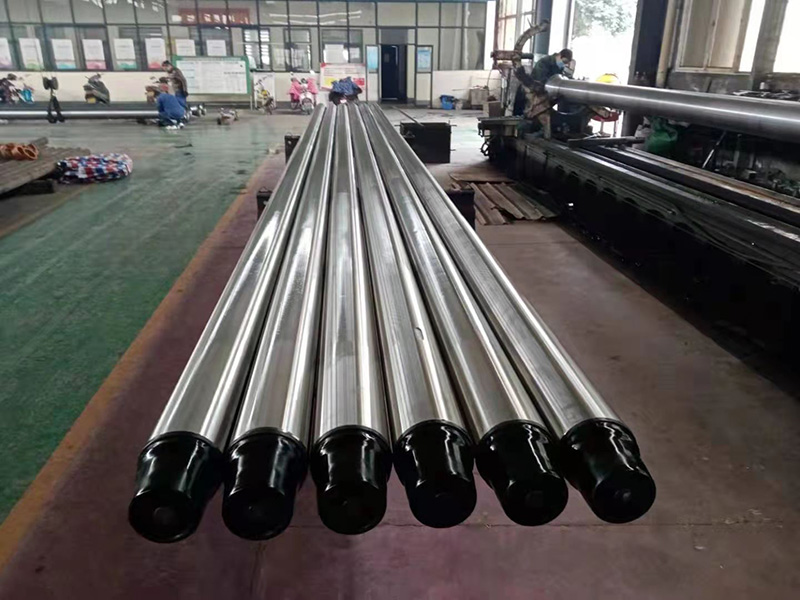




Kerah bor non-magnetik adalah salah satu alat untuk eksplorasi minyak dan gas, pengeboran dan pengeboran sumur.Dalam proses pemboran, alat pemboran sering bersifat magnetis dan memiliki medan magnet, yang mempengaruhi alat ukur magnet, maka kita tidak bisa mendapatkan informasi pengukuran lubang sumur yang benar.Penggunaan kerah bor non-magnetik dapat menciptakan lingkungan non-magnetik dan memiliki karakteristik kerah bor dalam pengeboran.Sejumlah besar produk kerah bor non-magnetik terdaftar dalam standar API pada tahun 1990 di luar negeri.negara saya telah merumuskan standar SY/T 5145-86 “Non-Magnetic Drill Collars” berdasarkan produk dan sampel produk asing.
1. Permeabilitas rendah, permeabilitas material berada dalam 1,005.
2. Ketahanan korosi, 100% lulus uji ketahanan korosi.Jika kinerja korosi material tidak baik, maka akan muncul gesper dan ketahanan aus yang buruk saat digunakan, yang secara langsung akan mempengaruhi masa pakai.
3. Uji kelelahan, lebih dari 300.000 kali di bawah 65KSI, umumnya bisa mencapai 300.000 kali di bawah 80KSI.Ada lebih dari 10 juta pengujian terus menerus di bawah 60KSI.
4. Bahannya seragam dan tidak ada retakan di permukaan.Setelah terkelupas 2mm di satu sisi, bahan tidak retak.
Perusahaan kami secara ketat mengontrol komposisi kimia material selama pembuatan baja, terutama rasio C, Cr, Mn, N dan elemen lainnya, yang tidak hanya menjamin sifat mekanik material yang tinggi, tetapi juga sifat magnetik yang rendah.Menggunakan peleburan tungku listrik, kemudian pemurnian tungku AOE.



Penggunaan dan perawatan mata gergaji
Ujung karbida dari mata gergaji sangat tajam, sehingga proses penggunaan harus mencegah ujung karbida.
Pembersihan berkala dan dukungan mesin, toleransi berjalan spindel harus kurang dari h7.
Flensa harus sejajar satu sama lain, harus dengan diameter yang sama 1/3 dari diameter mata gergaji (formuIti — mata gergaji rip adalah 1/2.
Saat memasang gergaji, harus 5-6 gigi lebih tinggi dari permukaan papan.
Sebelum operasi, periksa dengan kuat mata gergaji, pastikan tidak ada orang di depan mesin.Jangan memberi makan operasi, periksa apakah mesin baik untuk operasi.Periksa fungsi mesin secara berkala, lompatan sertifikat kurang dari ±0,02MM, dan tutupnya kurang dari ±0,01.
Setelah digunakan terus menerus, harus dilepas dan dibersihkan mata gergajinya, singkirkan resin dan serbuk gergaji dari kedua sisinya. Jika tidak, itu akan mempengaruhi efek penggunaan mata gergaji.
Deposit mata gergaji, tidak boleh melapisi mata gergaji, itu dimasukkan ke dalam paket asli di dalamnya.
Renovasi sawbIade
Renovasi mata gergaji karbida Saat tidak lagi diasah dan potongan horizontalnya kasar.Kekuatan menggunakan mesin gergaji jelas Meningkat.Saat memproses material, material tersebut tampak pecah.Ujung karbida knalpot lebih dari 0,02 MM.
Untuk merenovasi mata gergaji harus digerinda oleh perusahaan formal, jadi pastikan kualitas mata gergaji setelah direnovasi.





