| 直径 | 厚(毫米) | 切口 (mm) | 孔(毫米) | 牙齿 | |
| 英寸 | 公制(mm) | ||||
| 4" | 110 | 0.9-1.1 | 1.0-1.4 | 20 | 30T |
| 4" | 110 | 0.9-1.1 | 1.0-1.4 | 20 | 40T |
| 5" | 125 | 0.9-1.1 | 1.0-1.4 | 20 | 30T |
| 5" | 125 | 0.9-1.1 | 1.0-1.4 | 20 | 40T |
| 6" | 150 | 0.9-1.1 | 1.0-1.4 | 20/25.4 | 40T |
| 6" | 150 | 0.9-1.1 | 1.0-1.4 | 20/25.4 | 50T |
| 6" | 150 | 0.9-1.1 | 1.0-1.4 | 20/25.4 | 60T |
| 7" | 180 | 0.9-1.2 | 1.0-1.6 | 20/25.4 | 40T |
| 7" | 180 | 0.9-1.2 | 1.0-1.6 | 20/25.4 | 50T |
| 7" | 180 | 0.9-1.2 | 1.0-1.6 | 20/25.4 | 60T |
| 8" | 200 | 0.9-1.2 | 1.2-1.6 | 20/25.4 | 40T |
| 8" | 200 | 0.9-1.2 | 1.2-1.6 | 20/25.4 | 60T |
| 8" | 200 | 0.9-1.2 | 1.2-1.6 | 20/25.4 | 80T |
| 9" | 230 | 1.0-1.3 | 1.4-1.8 | 20/25.4 | 40T |
| 9" | 230 | 1.0-1.3 | 1.4-1.8 | 20/25.4 | 60T |
| 9" | 230 | 1.0-1.3 | 1.4-1.8 | 20/25.4 | 80T |
| 9" | 230 | 1.0-1.3 | 1.4-1.8 | 20/25.4 | 100T |
| 10" | 250 | 1.2-1.5 | 1.6-2.0 | 20/25.4 | 60T |
| 10" | 250 | 1.2-1.5 | 1.6-2.0 | 20/25.4 | 80T |
| 10" | 250 | 1.2-1.5 | 1.6-2.0 | 20/25.4 | 100T |
| 10" | 250 | 1.2-1.5 | 1.6-2.0 | 20/25.4 | 120T |
| 12" | 300 | 1.3-1.7 | 1.8-2.2 | 25.4/30 | 60T |
| 12" | 300 | 1.3-1.7 | 1.8-2.2 | 25.4/30 | 80T |
| 12" | 300 | 1.3-1.7 | 1.8-2.2 | 25.4/30 | 100T |
| 12" | 300 | 1.3-1.7 | 1.8-2.2 | 25.4/30 | 120T |
| 14" | 350 | 1.3-1.7 | 1.8-2.4 | 20/25.4 | 60T |
| 14" | 350 | 1.3-1.7 | 1.8-2.4 | 20/25.4 | 80T |
| 14" | 350 | 1.3-1.7 | 1.8-2.4 | 20/25.4 | 100T |
| 14" | 350 | 1.3-1.7 | 1.8-2.4 | 20/25.4 | 120T |
| 16" | 400 | 1.7-2.0 | 2.0-2.6 | 25.4/30 | 60T |
| 16" | 400 | 1.7-2.0 | 2.0-2.6 | 25.4/30 | 80T |
| 16" | 400 | 1.7-2.0 | 2.0-2.6 | 25.4/30 | 100T |
| 16" | 400 | 1.7-2.0 | 2.0-2.6 | 25.4/30 | 120T |
研发中心





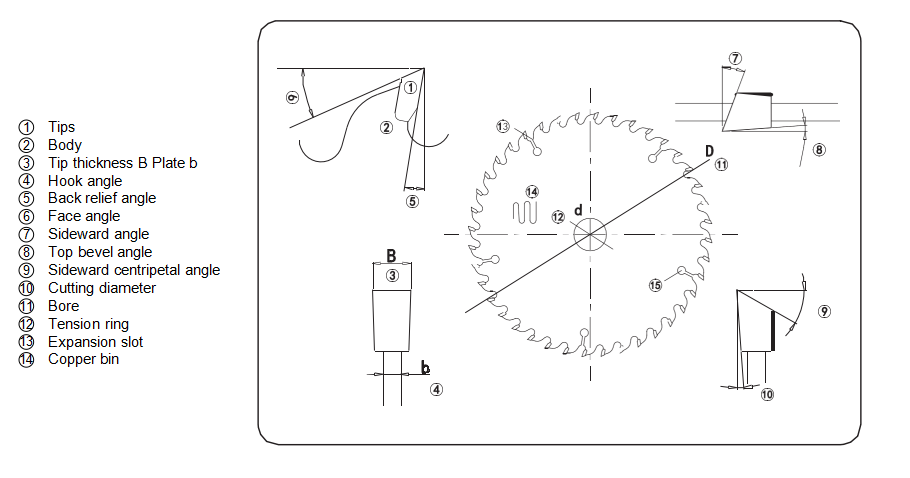
刀片上各部分的名称
切割图和切割材料

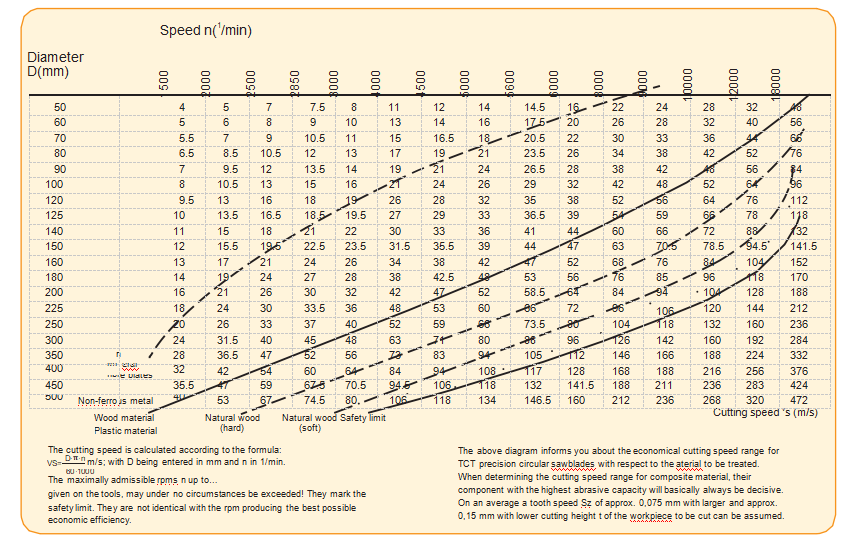
锯片切割速度查询表
锯片的使用与保养
◎ 锯片的硬质合金尖端非常锋利,使用过程中必须防止硬质合金尖端。
◎ 定期清扫和支撑机器,主轴运行公差必须小于h7。
◎ 法兰必须相互平行,直径必须相同,为锯片直径的1/3(公式——纵切锯片为1/2.
◎ 安装锯片时,应高于板面5-6齿。
◎ 操作前检查锯片是否牢固,确保机器前无人。运行时不要进给检查机器是否适合运行。定期检查机器功能,跳动小于±0.02MM,襟翼小于±0.01。
◎ 连续使用后,必须将锯片拆下清洗,清除锯片两侧的树脂和锯屑,否则会影响锯片的使用效果。
◎ 锯片的存放,不能分层锯片,放在原包装里面。
锯片的翻新
◎ 硬质合金锯片的翻新 不再磨锐,横片变粗。使用锯片机的功率明显增加。加工物料时,物料出现爆裂。硬质合金尖端排气超过0.02MM。
◎ 翻新锯片应由正规公司修磨,确保翻新后的锯片质量。